Archives
Info Inbox
info@turnpack.com
-
Your Airgas Order# 1146464314 has been placed
Airgas an Air Liquide company
View your order details. 
Follow Us: 




My Account | Express Order Pad | Contact Us Thank You Chris Berger Your order has been received and is being processed. Please review the order and shipping details. If you have any questions, please contact us.
See details below.User: info@turnpack.com Ordered By: Chris Berger Order #: 1146464314 Ordered Date: 02/19/2026 Payment Terms: CASH/ CHECK/ CREDIT CARD Sold to: Account Number: 4937562 Address: Turnkey Packaging Solutions Llc
Dba Turnpack Llc
22425 S Scotland CT Ste 104
Queen Creek, AZ 85142-1056 US
Shipped to: Account Number: 4939036 Address: Turnkey Packaging Solutions Llc
Dba Turnpack Llc
10 Tower Office Park Ste 606
Woburn, MA 01801-2155 US
Account Contact Emails info@turnpack.com Shipping Notes: George Bloom Cell phone: 781-640-7886
for delivery only. call office for anything else.
Buyer Phone #: 4803311878
NITROGEN UHP 80 CGA 580
Part #: NI UHP80
Qty:
1 UOM:
CL
Currency Unit:
USD Unit Price:
258.72 per 1 CL Ext Price:
258.72 Energy Charge:
.50 Est. Ship Date:
03/04/2026
Delivery Flat Fee: $88.00 Fuel Charge Flat: $13.35 Airgas Hazmat Charge: $48.38 Subtotal: $408.95 Taxes: $0.00 Discount: $0.00 Order Total: $408.95
Questions About Your Order? Call us at 1-866-935-3370 or email: wecanhelp@airgas.com Sign up for Airgas Updates Receive the latest news about our broad offering of gases, products and services. Sign up today!
*Actual charges such as delivery, special handling, hazardous material, taxes or other charges may be added to the cost of this order as required.
**Cylinder rental may apply and will be billed separately at the end of each month until the cylinder is returned.
This email was sent to as an Airgas customer to provide you with updates and information about your Airgas relationship. For more information regarding our Privacy Policy, read more. Replies to this email message will not be read or responded to.
To contact Airgas, please call us at: 866-935-3370 or email wecanhelp@airgas.com.
Representatives are available M-F, between 8am and 7pm ET.This email was sent by: Airgas
259 North Radnor-Chester Rd., Radnor, PA, 19087, USA©2026 Airgas Inc. All rights reserved.
by "Airgas" <orders@e.airgas.com> - 12:53 - 19 Feb 2026 -
RE: [EXTERNAL] RE: Status PO's 4410311785 and 4410316932
Hi good day,
Any update about delivery date on this PO?
Regards,
Jonathan Castro Delgado.
Indirect Procurement Sr Supervisor.Office: 686 580 5570
Direct: 686 355 2345
INTUITIVE
intuitive.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, January 22, 2026 1:44 PM
To: Jonathan Castro <Jonathan.Castro@intusurg.com>
Cc: Lorena <info@turnpack.com>
Subject: Re: [EXTERNAL] RE: Status PO's 4410311785 and 4410316932Hi Jonathan,
We are working on it. As soon as I hear back from the MFG I will let you know.
Chris
On Thu, Jan 22, 2026 at 2:40 PM Jonathan Castro <Jonathan.Castro@intusurg.com> wrote:
Hi,
We need to do something here because March 13 is not a good date for us.
We need both orders at least first week of February, please confirm an action plan.
Regards,
Jonathan Castro Delgado.
Indirect Procurement Sr Supervisor.Office: 686 580 5570
Direct: 686 355 2345
INTUITIVE
From: Lorena <info@turnpack.com>
Sent: Wednesday, January 21, 2026 2:36 PM
To: Jonathan Castro <Jonathan.Castro@intusurg.com>; cberger@turnpack.com
Subject: [EXTERNAL] RE: Status PO's 4410311785 and 4410316932Caution: External Sender
Estimated ship date is March 13 with a 1 day shipping period.
Thank you for your time,
Lorena Carrillo
From: Jonathan Castro <Jonathan.Castro@intusurg.com>
Sent: Tuesday, January 20, 2026 11:03 AM
To: info@turnpack.com; cberger@turnpack.com
Subject: Status PO's 4410311785 and 4410316932
Importance: HighHi good day,
Could you please help me with delivery date for both PO’s.
4410311785 and 4410316932.
We need an update ASAP.
Regards,
Jonathan Castro Delgado.
Indirect Procurement Sr Supervisor.Office: 686 580 5570
Direct: 686 355 2345
INTUITIVE
NOTE THAT THIS EMAIL ORIGINATED FROM OUTSIDE OF INTUITIVE SURGICAL.
Be alert for fraudulent emails that spoof internal "@intusurg.com" email addresses. Report any suspicious emails using the "Report Phish" button. Click KB0014776 for more information on the "Report Phish" button and to learn more about differentiating phishing from spam and bulk email, please review KB0014940.
--
Christopher Berger
by "Jonathan Castro" <Jonathan.Castro@intusurg.com> - 12:41 - 19 Feb 2026 -
Airgas has requested to add a payment method
SnapPay

Dear Valued Customer, Thank you for your recent business with Airgas. To ensure your financial information is protected, we have generated a secure, unique link for you to complete your payment for this transaction. You can submit your payment details confidently by clicking below: Pay Now Custom Fields Customer Name Transaction Amount TURNKEY PACKAGING SOLUTIONS LLC 408.95 For your security, please note: Time Sensitive: This link is valid for 3 days . Secure Connection: This payment portal is fully encrypted and PCI compliant to ensure your data remains safe. If you have any questions or need further clarification, please do not hesitate to contact our customer service team at the telephone number provided on the front of the invoice. We appreciate your partnership. Sincerely, The Airgas Team
by donotreply@snappayglobal.com - 12:21 - 19 Feb 2026 -
Order 0125016 Acknowledgement
Dear TURNPACK, LLC
Attached is your Order Acknowledgement for order 0125016.
Thanks for your business; we really appreciate it.
Customer Service Team
STELLAR TECHNICAL PRODUCTS
by sales@stellartechnical.com - 11:52 - 19 Feb 2026 -
Invoice #INV2026010007 marked as Paid by Intuitive
Powered by

Invoice #INV2026010007 marked as Paid by Intuitive
Hello Supplier,
Your Invoice has been marked as 'Paid' by your customer, Intuitive.
If you have any questions you can simply contact your customer through normal channels or enter a comment on the Invoice.
View Invoice Never Miss an Invoice with Coupa

Orders

Invoices

Payments
Log In Now
Business Spend Management
by do_not_reply@intuitive.coupahost.com - 10:16 - 19 Feb 2026 -
Invoice #INV2026010003 marked as Paid by Intuitive
Powered by
Invoice #INV2026010003 marked as Paid by Intuitive
Hello Supplier,
Your Invoice has been marked as 'Paid' by your customer, Intuitive.
If you have any questions you can simply contact your customer through normal channels or enter a comment on the Invoice.
View Invoice Never Miss an Invoice with Coupa
Orders
Invoices
Payments
Log In Now
Business Spend Management
by do_not_reply@intuitive.coupahost.com - 10:16 - 19 Feb 2026 -
Invoice #INV2026010008 marked as Paid by Intuitive
Powered by
Invoice #INV2026010008 marked as Paid by Intuitive
Hello Supplier,
Your Invoice has been marked as 'Paid' by your customer, Intuitive.
If you have any questions you can simply contact your customer through normal channels or enter a comment on the Invoice.
View Invoice Never Miss an Invoice with Coupa
Orders
Invoices
Payments
Log In Now
Business Spend Management
by do_not_reply@intuitive.coupahost.com - 10:12 - 19 Feb 2026 -
Invoice #INV2026010006 marked as Paid by Intuitive
Powered by
Invoice #INV2026010006 marked as Paid by Intuitive
Hello Supplier,
Your Invoice has been marked as 'Paid' by your customer, Intuitive.
If you have any questions you can simply contact your customer through normal channels or enter a comment on the Invoice.
View Invoice Never Miss an Invoice with Coupa
Orders
Invoices
Payments
Log In Now
Business Spend Management
by do_not_reply@intuitive.coupahost.com - 10:12 - 19 Feb 2026 -
RE: [External] RE: Account Coverage - Arrow Electronics
Hi Lorena,
I’m seeing our sister company Verical has SC20M-1TK6 and SC20M1S31 in stock which can be purchased using the terms on your account:
Would either of these work for you?
Rayner Craig Inside Sales Representative T: +1 902-459-2943 E: rayner.craig@arrow.com Arrow Electronics | arrow.com From: Lorena <info@turnpack.com>
Sent: Wednesday, February 18, 2026 6:34 PM
To: Rayner Craig <rayner.craig@arrow.com>
Subject: [External] RE: Account Coverage - Arrow ElectronicsSome people who received this message don't often get email from info@turnpack.com. Learn why this is important
CAUTION: This email originated from outside of the organization. This message might not be safe, use caution in opening it. If in doubt, do not open the attachment nor links in the message.
Could you send a price for 15 of Socket Small SC20M, our part D4EHSMSK
Lorena Carrillo
Office Manager
Office: 480-331-1878
Line: 781-938-006922425 S Scotland Ct, Suite104, Queen Creek, AZ 85142
lcarrillo@turnpack.com | www.turnpack.com
https://www.turnpack.com/midas-rework/delidderFrom: Rayner Craig <rayner.craig@arrow.com>
Sent: Wednesday, February 18, 2026 1:56 PM
To: George Bloom <gbloom@midastechnology.com>
Subject: Account Coverage - Arrow ElectronicsHi George
I’d like to introduce myself where I’m now assigned as your dedicated sales rep for Arrow Electronics.
I will be your primary point of contact for helping you with any quotes or purchases.
Please let me know if you have any questions.
Thank you,
Rayner Craig
Inside Sales Representative
Arrow Electronics
|

Rayner Craig
Inside Sales Representative
Arrow Electronics
|
by "Rayner Craig" <rayner.craig@arrow.com> - 10:06 - 19 Feb 2026 -
FLODRAULIC GROUP, INC. - Invoice# 6847403
TURNKEY PACKAGING SOLUTIONS LLC See attached file(s). ACCOUNTS RECEIVABLE FLODRAULIC GROUP, INC. AR@flodraulicgroup.com
by "ACCOUNTS RECEIVABLE" <AR@flodraulicgroup.com> - 09:12 - 19 Feb 2026 -
Action needed: Provide additional registration information to NGC Supply Chain
NGC Supply Chain Hello Chris Berger,
Supplier Name: TURNKEY PACKAGING SOLUTIONS LLC
Supplier Address: 22425 S Scotland Ct, Queen Creek, US-AZ
NGC Supply Chain reviewed your registration and needs additional information before approval. Please provide the information described in the following comments.
Comments:
4.3 Third Request - The W9 in 4.3 appears to have a Digital Adobe signature which is verified by your response in 4.7. If this is a digital adobe signature, a digital adobe signature certificate with a timestamp is required. If this is a wet signature, please correct your response to 4,7 to reflect Ink format and resubmit.
To provide this information, go to the registration questionnaire and update your answers.
Click Here
Sincerely,
NGC Supply ChainYou are receiving this email because your customer, NGC Supply Chain, has identified you as the appropriate contact for this correspondence. If you are not the correct contact, please contact NGC Supply Chain. Offices | Data Policy | Contact Us | Customer Support Powered by 
by "Ariba Administrator" <no-reply@ansmtp.ariba.com> - 08:41 - 19 Feb 2026 -
[Preview] Report Domain: turnpack.com Submitter: enterprise.protection.outlook.com Report-ID: 8d8f1a090ef7410aae65f5e054153f41
This is a DMARC aggregate report from Microsoft Corporation. For Emails received between 2026-02-17 00:00:00 UTC to 2026-02-18 00:00:00 UTC. div>
You're receiving this email because you have included your email address in the 'rua' tag of your DMARC record in DNS for turnpack.com. Please remove your email address from the 'rua' tag if you don't want to receive this email.Please do not respond to this e-mail. This mailbox is not monitored and you will not receive a response. For any feedback/suggestions, kindly mail to dmarcreportfeedback@microsoft.com.
Microsoft respects your privacy. Review our Online Services Privacy Statement.
One Microsoft Way, Redmond, WA, USA 98052. div >
by "DMARC Aggregate Report" <dmarcreport@microsoft.com> - 03:56 - 19 Feb 2026 -
Invoice for Your Order PO26071601
InvoiceBilled toTURNPACK LLC
22425 S SCOTLAND CT STE 104
QUEEN CREEK AZ 85142Purchase Order PO26071601 Total $961.23 Invoice 60093559 Invoice Date 2/18/26 Payment Terms 2% 10, Net 30 Deduct $18.75 on merchandise if paid by 2/28/26. Shipped toAttention: Suite 104Turnpack LLC
22425 S Scotland CT Ste 104
Queen Creek AZ 85142Mail Payment to McMaster-Carr
PO Box 7690
Chicago IL 60680-7690Your Account 438808000 Christopher Berger placed this order.Line Product Ordered Shipped Balance Price Total 1 7673K63 Continuous-Flex Cable 600V AC, Four 16-Gauge Wires, 50 ft. Length 1 Each1 0 163.50 Each163.50 2 7673K57 Continuous-Flex Cable 600V AC, Four 18-Gauge Wires, 50 ft. Length 1 Each1 0 122.50 Each122.50 3 5337N21 Continuous-Flex Cable, 300V AC, Four 22-Gauge Wires, 50 Feet Long 1 Each1 0 123.70 Each123.70 4 4514N11 Continuous-Flex Cable, 600V AC, Fifteen 22 Gauge Wires, 20 Feet Long 1 Each1 0 90.20 Each90.20 5 8841T41 Quick-Connect Terminal Block, 5 Circuits, Black 10 Each10 0 4.83 Each48.30 6 8128T1 Industrial Communication-Standard Cable Flexible, MODBUS, 0.23" OD, 10 ft. Length 1 Each1 0 38.30 Each38.30 7 7734T4 Category 5E Shielded Ethernet Cord, RJ45 x RJ45, 10 Feet Long, Black 10 Each10 0 28.72 Each287.20 8 5225K566 Push-to-Connect Tube Fitting for Air, 90 Degree Swivel Elbow, for 6mm Tube OD, M5 x 0.8mm Male 10 Each10 0 6.40 Each64.00 Merchandise 937.70 Shipping 23.53 Total $961.23 Packing List Shipped Weight Carrier Tracking 2977181-01 02/18/2026 15 lb FedEx 512608136752 Federal ID 36-1458720
by "McMaster-Carr" <invoice.reply@mcmaster.com> - 02:56 - 19 Feb 2026 -
SAP Business Network - Degradation: Issue Resolved (EVC1940031)
SAP Communication

Issue Resolved
You can access the system again.


 Dear SAP Business Network Supplier,The Degradation reported previously has been resolved.Impact Prior to Resolution:A subset of our SAP Business Network suppliers may experience transactions such as Order Confirmations and Invoices temporarily stuck in Queued status.Solution:SAP Technical Teams identified and removed a transaction that was responsible for the slowness in processing of transactions as experienced by a subset of our SAP Business Network suppliers, fully restoring system functionality.We are sorry for any inconvenience this may have caused. Thank you for your patience.
Dear SAP Business Network Supplier,The Degradation reported previously has been resolved.Impact Prior to Resolution:A subset of our SAP Business Network suppliers may experience transactions such as Order Confirmations and Invoices temporarily stuck in Queued status.Solution:SAP Technical Teams identified and removed a transaction that was responsible for the slowness in processing of transactions as experienced by a subset of our SAP Business Network suppliers, fully restoring system functionality.We are sorry for any inconvenience this may have caused. Thank you for your patience.Start Time: February 18, 2026 at 8:15:00 PM UTC
End Time: February 18, 2026 at 9:14:00 PM UTCProduct Name Affected Entity SAP Business Network SAP Business Network for Suppliers Questions
Please contact SAP Support by visiting Help Center.
Let's Run Better Together!
Your SAP Team
SAP SE | Dietmar-Hopp-Allee 16 | 69190 Walldorf | Germany
www.sap.comThis e-mail may contain trade secrets or privileged, undisclosed, or otherwise confidential information. If you have received this e-mail in error, you are hereby notified that any review, copying, or distribution of it is strictly prohibited. Please inform us immediately and destroy the original transmittal. Thank you for your cooperation.
You have received this notification because your email address, or a group email address that you belong to, is configured in an account on the SAP Business Network. To make changes, please update the Network Service Subscription by selecting settings and notifications within your profile to the top right. If you do not have access to your organization's account, please request assistance from your SAP Business Network Account Administrator or submit a request for assistance via Help Center.
To ensure you continue to receive SAP related information properly please add SAP CloudSupport Alerts sapcloudsupport@alerts.ondemand.com to your address book or safe senders list.
Copyright | Privacy | Legal Disclosure
by "SAP CloudSupport Alerts" <sapcloudsupport@alerts.ondemand.com> - 08:41 - 18 Feb 2026 -
Remittance Information from Intuitive Surgical
New Zix secure email message from Wells Fargo Do not reply to this notification message; this message was auto-generated by the sender's security system.
Open Message From the Register Account Page:
a) Enter your email address if not already shown,
b) Create a passphrase for the secure email site and click Register.To view the secure message or reply to the sender, click Open Message.
The secure message expires on Mar 21, 2026 @ 12:23 AM (GMT).
For assistance, review the support site.
This message may contain confidential and/or privileged information. If you are not the addressee or authorized to receive this for the addressee, you must not use, copy, disclose, or take any action based on this message or any information herein. If you have received this message in error, please advise the sender immediately by reply e-mail and delete this message. Do not include confidential or sensitive information in your reply to this notification as it will not be encrypted. Thank you for your cooperation.
by "paymentremittanceinformation wellsfargo.com" <paymentremittanceinformation@wellsfargo.com> - 08:26 - 18 Feb 2026 -
Shipped on Order PO26071601: Control Cable and 7 Other Items
We shipped the control cable and 7 other items on order PO26071601. You will receive them tomorrow. Track your shipment using FedEx 512608136752.
by "McMaster-Carr" <la.sales@mcmaster.com> - 07:56 - 18 Feb 2026 -
SAP Business Network - Degradation: Issue Identified (EVC1990066)
SAP Communication
Issue Identified
We apologize for impacting your business and appreciate your patience while we work to resolve it.

 Dear SAP Business Network Supplier,We have identified a Degradation affecting your below entities.Impact:A subset of our SAP Business Network suppliers may experience transactions such as Order Confirmations and Invoices temporarily stuck in Queued status.The response team continues to investigate this issue at the highest priority.
Dear SAP Business Network Supplier,We have identified a Degradation affecting your below entities.Impact:A subset of our SAP Business Network suppliers may experience transactions such as Order Confirmations and Invoices temporarily stuck in Queued status.The response team continues to investigate this issue at the highest priority.Start Time: February 18, 2026 at 8:15:00 PM UTC
Product Name Affected Entity SAP Business Network SAP Business Network for Suppliers Questions
Please contact SAP Support by visiting Help Center.
Let's Run Better Together!
Your SAP Team
SAP SE | Dietmar-Hopp-Allee 16 | 69190 Walldorf | Germany
www.sap.comThis e-mail may contain trade secrets or privileged, undisclosed, or otherwise confidential information. If you have received this e-mail in error, you are hereby notified that any review, copying, or distribution of it is strictly prohibited. Please inform us immediately and destroy the original transmittal. Thank you for your cooperation.
You have received this notification because your email address, or a group email address that you belong to, is configured in an account on the SAP Business Network. To make changes, please update the Network Service Subscription by selecting settings and notifications within your profile to the top right. If you do not have access to your organization's account, please request assistance from your SAP Business Network Account Administrator or submit a request for assistance via Help Center.
To ensure you continue to receive SAP related information properly please add SAP CloudSupport Alerts sapcloudsupport@alerts.ondemand.com to your address book or safe senders list.
Copyright | Privacy | Legal Disclosure
by "SAP CloudSupport Alerts" <sapcloudsupport@alerts.ondemand.com> - 07:31 - 18 Feb 2026 -
Confirmation for Your Order PO26071601
Thank you for your order. We will deliver your items tomorrow between 3 and 5 pm.Confirmation
Delivery address
Turnpack LLC
22425 S Scotland CT Ste 104
Queen Creek AZ 85142
Attention: Suite 104Billing address
Turnpack LLC
22425 S Scotland CT Ste 104
Queen Creek AZ 85142Delivery method
StandardOrder date
2/18/2026Payment method
InvoicePlaced by
Christopher BergerMcMaster-Carr number
2977181PO26071601 Delivers Feb 19, 3-5 pm 1 Continuous-Flex Cable
600V AC, Four 16-Gauge Wires, 50 ft. Length
7673K631
each163.50
each$163.50 2 Continuous-Flex Cable
600V AC, Four 18-Gauge Wires, 50 ft. Length
7673K571
each122.50
each$122.50 3 Continuous-Flex Cable
300V AC, Four 22-Gauge Wires, 50 Feet Long
5337N211
each123.70
each$123.70 4 Continuous-Flex Cable
600V AC, Fifteen 22 Gauge Wires, 20 Feet Long
4514N111
each90.20
each$90.20 5 Quick-Connect Terminal Block
5 Circuits, Black
8841T4110
each4.83
each$48.30 6 Industrial Communication-Standard Cable
Flexible, MODBUS, 0.23" OD, 10 ft. Length
8128T11
each38.30
each$38.30 7 Category 5E Shielded Ethernet Cord
RJ45 x RJ45, 10 Feet Long, Black
7734T410
each28.72
each$287.20 8 Push-to-Connect Tube Fitting for Air
90 Degree Swivel Elbow, for 6mm Tube OD, M5 x 0.8mm Male
5225K56610
each6.40
each$64.00 Merchandise 937.70 Shipping 23.53 Total $961.23 Your order is subject only to our terms and conditions, available at www.mcmaster.com or from our Sales Department. Phone: (562) 692-5911 Email: la.sales@mcmaster.com
by "McMaster-Carr" <la.sales@mcmaster.com> - 07:16 - 18 Feb 2026 -
RE: EXT :Re: Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Hi Chris –
Address:
15120 Innovation Drive
San Diego, CA 92128
The machine is not in a lab that requires additional ID or access, so all you will need is a valid government ID (driver’s license, passport, etc) to be issued a Visitor badge by our Security team when you arrive. You’ll be escorted for the entirety of the trip.
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 2:40 PM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
One more thing before I send the quote. Can you send me your address and let me know if there are special ID or access requirements?
Chris
On Wed, Feb 18, 2026 at 3:30 PM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Thanks, Chris! Yes, if we would plan on you being onsite next Wed, that would be fantastic! Even if we get the machine running before then (Dave is back next Tues), it would be good peace of mind to have your expertise give the machine a good check-up.
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 2:21 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDave,
I sent you a text message to check if you can access an assistant to reteach the cavity position for the BMC chip. This should address the pick-up issue. The mental issue I am having is since we only replaced the bond head I am not sure why it would be off. Even if you get the machine running which is priority #1 I think we should still plan for me to come onsite to do a thorough PM and calibration so we have a known good status of the system.
If you can't get it up and running I can probably be onsite next Wednesday.
Chris
On Wed, Feb 18, 2026 at 11:07 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
The issue is the BMC tool stops about 0.020” short of the glass chip. This is the step immediately after I auto cal uses the TD tool to touch off in the BMC and find the circular fiducials.
I tried it over and over, every time the BMC stops short and throws a vacuum sensing error because it thinks it is picking up the chip but is not.
Thank you,
Dave
Get Outlook for iOS
From: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Sent: Wednesday, February 18, 2026 9:47:33 AM
To: Christopher Berger <cberger@turnpack.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com <datacon@turnpack.com>
Subject: RE: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris –
Admittedly, I’m not at all qualified to answer your question, though I’m certainly tracking the logic.
We’re at a critical point where it is imperative we get the machine back up and running ASAP. I know we have discussed the possibility of onsite support in the past. Is that still an option and, if so, could you provide an estimated date and a quote?
Many thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 8:21 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.
Chris
On Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
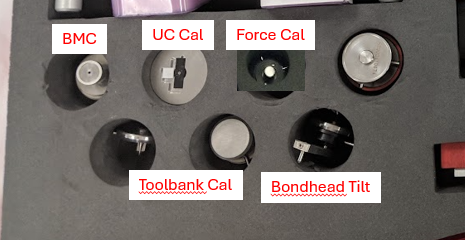
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
by michael.a.white@ngc.com - 06:21 - 18 Feb 2026 -
Re: EXT :Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Mike,One more thing before I send the quote. Can you send me your address and let me know if there are special ID or access requirements?ChrisOn Wed, Feb 18, 2026 at 3:30 PM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:Thanks, Chris! Yes, if we would plan on you being onsite next Wed, that would be fantastic! Even if we get the machine running before then (Dave is back next Tues), it would be good peace of mind to have your expertise give the machine a good check-up.
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 2:21 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDave,
I sent you a text message to check if you can access an assistant to reteach the cavity position for the BMC chip. This should address the pick-up issue. The mental issue I am having is since we only replaced the bond head I am not sure why it would be off. Even if you get the machine running which is priority #1 I think we should still plan for me to come onsite to do a thorough PM and calibration so we have a known good status of the system.
If you can't get it up and running I can probably be onsite next Wednesday.
Chris
On Wed, Feb 18, 2026 at 11:07 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
The issue is the BMC tool stops about 0.020” short of the glass chip. This is the step immediately after I auto cal uses the TD tool to touch off in the BMC and find the circular fiducials.
I tried it over and over, every time the BMC stops short and throws a vacuum sensing error because it thinks it is picking up the chip but is not.
Thank you,
Dave
Get Outlook for iOS
From: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Sent: Wednesday, February 18, 2026 9:47:33 AM
To: Christopher Berger <cberger@turnpack.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com <datacon@turnpack.com>
Subject: RE: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris –
Admittedly, I’m not at all qualified to answer your question, though I’m certainly tracking the logic.
We’re at a critical point where it is imperative we get the machine back up and running ASAP. I know we have discussed the possibility of onsite support in the past. Is that still an option and, if so, could you provide an estimated date and a quote?
Many thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 8:21 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.
Chris
On Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--Christopher Berger
by Chris Berger - 05:41 - 18 Feb 2026