Archives
Info Inbox
info@turnpack.com
-
RE: EXT :Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Thanks, Chris! Yes, if we would plan on you being onsite next Wed, that would be fantastic! Even if we get the machine running before then (Dave is back next Tues), it would be good peace of mind to have your expertise give the machine a good check-up.
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 2:21 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDave,
I sent you a text message to check if you can access an assistant to reteach the cavity position for the BMC chip. This should address the pick-up issue. The mental issue I am having is since we only replaced the bond head I am not sure why it would be off. Even if you get the machine running which is priority #1 I think we should still plan for me to come onsite to do a thorough PM and calibration so we have a known good status of the system.
If you can't get it up and running I can probably be onsite next Wednesday.
Chris
On Wed, Feb 18, 2026 at 11:07 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
The issue is the BMC tool stops about 0.020” short of the glass chip. This is the step immediately after I auto cal uses the TD tool to touch off in the BMC and find the circular fiducials.
I tried it over and over, every time the BMC stops short and throws a vacuum sensing error because it thinks it is picking up the chip but is not.
Thank you,
Dave
Get Outlook for iOS
From: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Sent: Wednesday, February 18, 2026 9:47:33 AM
To: Christopher Berger <cberger@turnpack.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com <datacon@turnpack.com>
Subject: RE: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris –
Admittedly, I’m not at all qualified to answer your question, though I’m certainly tracking the logic.
We’re at a critical point where it is imperative we get the machine back up and running ASAP. I know we have discussed the possibility of onsite support in the past. Is that still an option and, if so, could you provide an estimated date and a quote?
Many thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 8:21 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.
Chris
On Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
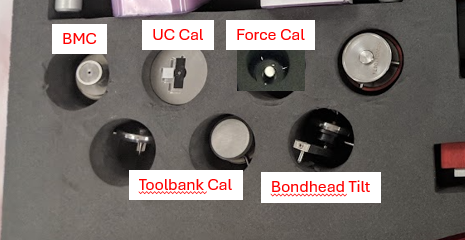
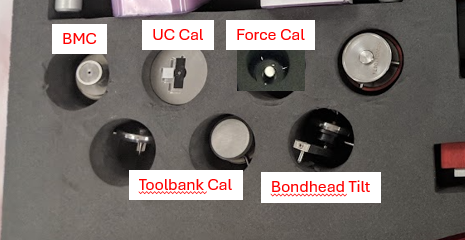
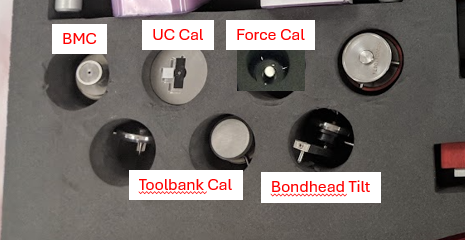
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
by michael.a.white@ngc.com - 05:31 - 18 Feb 2026 -
Share the love
Walmart
Show your team they matter
Employee appreciation is good business
Your employees are more than just workers; they’re the heart of your organization. Celebrating them in an intentional, ongoing way can have a deep impact on morale, connection & performance. Staying stocked with supplies & ensuring every team member has a good experience can make a huge difference. Small gifts or rewards are also a great way to show appreciation. Check out our selection of gifts to shop from.
In this month’s newsletter, you’ll find:
- Success story: Moon Mountain Sanctuary & Rescue
- How to celebrate your employees
- How to stay stocked, fast
- Tips for establishing a deep customer connection
- Make your office floor plan work for you

Saving animals
Moon Mountain Sanctuary & RescueIt takes a lot to rescue animals. Especially large animals, like horses. Nobody knows this better than Dawn Olivieri.
Olivieri is an actress & star of TV shows like “House of Lies,” “Yellowstone” & “1883.” She also owns a ranch in Arkansas, where she feeds, houses & cares for dozens of rescued animals, including 50 horses she rescued with the help of a social media campaign.
For help supplying her rescued animals with what they need to stay safe & comfortable, Olivieri trusts Walmart Business.
“We do a lot of bulk ordering,” says Olivieri. “So to be able to get everything that we need in one place in the quantities that we need has been a huge time-saver.”Celebrating employees
How & why to shout out your teamRetaining talented employees (& keeping them satisfied) is one of the biggest challenges employers face. Losing valued employees can be a drain on productivity & revenue. This can be its own challenge.
One of the greatest tools an employer has to retain employees is recognition. Employees who feel recognized are less likely to depart, making recognition an essential part of your business strategy.
We’ll show you how to put this strategy into action.More reading

Stay connected with Cobra
Communication is a key part of making sure your employees feel supported. Cobra Electronics has a variety of tools to help your team stay in touch, from two-way radios to microphones.
Mark these dates
- February 17: Random Acts of Kindness Day
- February 20: National Caregivers Day
- March 6: Employee Appreciation Day
- March 14: Pi day
- March 17: St. Patrick's Day


Mobile apps  Questions? Visit our Help Center
Questions? Visit our Help Center
Please note that product availability is limited and prices are subject to change. Do not reply to this email. The inbox is not monitored. If you require assistance, please click here for help. Walmart Business protects your security and privacy. We will never ask for personal information (such as passwords or credit card numbers) in an email newsletter. If you receive such a request, please do not respond to the email. Learn more. See our Privacy Policy. This email is a Walmart Business advertisement. If you do not want to receive these email updates, click here to unsubscribe. Walmart Business, 702 SW 8th St, Bentonville, AR 72712 © 2026 Walmart.
by "Walmart Business" <newsletter@em.business.walmart.com> - 05:31 - 18 Feb 2026 -
Re: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Dave,I sent you a text message to check if you can access an assistant to reteach the cavity position for the BMC chip. This should address the pick-up issue. The mental issue I am having is since we only replaced the bond head I am not sure why it would be off. Even if you get the machine running which is priority #1 I think we should still plan for me to come onsite to do a thorough PM and calibration so we have a known good status of the system.If you can't get it up and running I can probably be onsite next Wednesday.ChrisOn Wed, Feb 18, 2026 at 11:07 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:Hi Chris,
The issue is the BMC tool stops about 0.020” short of the glass chip. This is the step immediately after I auto cal uses the TD tool to touch off in the BMC and find the circular fiducials.
I tried it over and over, every time the BMC stops short and throws a vacuum sensing error because it thinks it is picking up the chip but is not.
Thank you,
Dave
Get Outlook for iOS
From: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Sent: Wednesday, February 18, 2026 9:47:33 AM
To: Christopher Berger <cberger@turnpack.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com <datacon@turnpack.com>
Subject: RE: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris –
Admittedly, I’m not at all qualified to answer your question, though I’m certainly tracking the logic.
We’re at a critical point where it is imperative we get the machine back up and running ASAP. I know we have discussed the possibility of onsite support in the past. Is that still an option and, if so, could you provide an estimated date and a quote?
Many thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 8:21 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.
Chris
On Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--Christopher Berger
by Chris Berger - 05:21 - 18 Feb 2026 -
Order #14598 confirmed
Thank you for your purchase!
Order #14598 Thank you for your purchase!
Hi Christopher, we're getting your order ready to be shipped. We will notify you when it has been sent. We greatly appreciate your patience!
View your order or Visit our store Order summary

Alpha Solder Preforms 0603 SAC305 Lead-Free, Tape & Reel, 4000 pc Reel × 1
$225.00
Subtotal
$225.00 Shipping
$25.08 Taxes
$0.00 Total
$250.08 USD Customer information
Shipping address
Christopher Berger
Turnpack, LLC
22425 S Scotland Ct
Suite 104
Queen Creek AZ 85142
United StatesBilling address
Christopher Berger
Turnpack, LLC
22425 S Scotland Ct
Suite 104
Queen Creek AZ 85142
United StatesShipping method
USPS
Payment method
 Payment method
Payment method
If you have any questions, reply to this email or contact us at sales@stellartechnical.com

by "Stellar Technical Products" <store+24516431@t.shopifyemail.com> - 05:21 - 18 Feb 2026 -
Return request confirmed for Address Labels 1" x...


 Hello Lorena,
Hello Lorena,
Your return request is confirmed.Drop off by
Mon, Mar 9
Dropoff location
THE UPS STORE, 4904 S POWER RD, 103, MESA, AZ, 85212Item(s) in your return request
 Quantity: 1
Quantity: 1
Order # 113-7502871-6984205Cancel return 
Return code
Download QR Code Return summary
Your refund will be issued within 24 hours after dropoff. Once issued, the refund is typically credited to your original payment method within 7 days, depending on your financial institution.Refund subtotal $7.59 Return shipping FREE $0.00 Total estimated refund* $7.59 Refund method$7.59 to your original payment method*The total refund amount may vary based on Amazon return policy.
Learn more about Amazon return policyUPS Store Return Instructions
 No shipping box requiredKeep the item in its original manufacturer packaging.
No shipping box requiredKeep the item in its original manufacturer packaging. Show QR code to the store associateAny store associate can help you to ship your return.
Show QR code to the store associateAny store associate can help you to ship your return. Bring your return to the selected...THE UPS STORE
Bring your return to the selected...THE UPS STORE
4904 S POWER RD
103
MESA
AZ, 85212
Store hours
You can dropoff at any UPS Store locations...Change return method Products related to your return

-16% $759 Typical: $8.99 30-UP Shipping Labels 1" x 2-5/8" Address...
$999 240 Pcs Square Labels 2x2 inch Printable Glossy...Continue shopping ©2026 Amazon.com, Inc. or its affiliates. Amazon and all related marks are trademarks of Amazon.com, Inc. or its affiliates, Amazon.com, Inc. 410 Terry Avenue N., Seattle, WA 98109.Please note that product prices and availability are subject to change. Prices and availability may differ from those you see when you visit
Learn more about Our Returns Policy
This email was sent from a notification-only address that cannot accept incoming email. Please do not reply to this message.


by "return@amazon.com" <return@amazon.com> - 04:22 - 18 Feb 2026 -
Invoice 6198155
The following email has an Adobe Acrobat attachment. The text of this message is also contained below.
If you do not already have the reader you may get it here
02/17/26 6198155 1 506844 TURNKEY PACKAGING SOLUTIONS,L. TURNKEY PACKAGING SOLUTIONS,L. DBA: TURNPACK LLC DBA: TURNPACK LLC 22425 S SCOTLAND CT SUITE 104 22425 S SCOTLAND CT SUITE 104 QUEEN CREEK, AZ 85142 QUEEN CREEK, AZ 85142 02/16/26 02/17/26 02/17/26 OUR TRUCK Daniel Youmaran Lori Miranda lorena carri *26071596 NET 30 500 6597953 5 1 58MIC6 .625 X 14.5" X 19.125" MIC-6 CAST PLATE 5 95EA 107.0000 535.00 cut tol +.063/-.000 *9 SURCHARGE SURCHARGE 1 EA 10.0000 10.00 Sub-total 545.00 ***** PLEASE NOTE: OUR REMIT TO ADDRESS HAS CHANGED PLEASE SEE ABOVE ***** Taxes 0.00 02/18/26 12:40PM Freight 0.00 545.00
by invoices-phx@coastaluminum.com - 03:46 - 18 Feb 2026 -
Explore new, larger lending options from trusted QuickBooks partners
Intuit
The funds you need to expand your business are here
͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏It’s grow time Find the right funding fit from our trusted partners to support your business with no impact to your credit score. QuickBooks Marketplace helps you find multiple lending options with transparent pricing from $1K–$5M, including government-backed SBA 7(a) loans, all directly in QuickBooks. Explore lending options 

QuickBooks Marketplace effortlessly connects you with hand-picked lenders 
Trusted
PartnersEasily compare offers from reputable lenders with no impact to your personal credit score. See partners 
Multiple Solutions Explore new and larger funding solutions from $1K–5M, including term loans, lines of credit, and government-backed SBA 7(a) loans. Get started 
Personalized Options Explore funding options from partners that are personalized to your QuickBooks data. Explore options View on web
QuickBooks Capital is licensed as Intuit Financing Inc. (NMLS #1136148), a subsidiary of Intuit Inc. Our service is limited to commercial or business loans only.
Intuit Financing Inc. is a licensed broker in states that require a license. Our service is limited to commercial or business loans only. In CA, loans are made or arranged under CFL License #6054856. Other state licenses include: NM #01899, ND #MB102690, RI Licensed Loan Broker #20153121LB, VT #LSO-1136148, VT #LSO-1136148-1
Partner loans are made or arranged pursuant to their applicable lending license(s).ELM ID: 8331-003a This message was sent to info@turnpack.com, as an Intuit customer, consistent with your email preferences. If you have chosen not to receive marketing messages, you will continue to receive business communications about your selected Intuit product(s), which may either affect your service or software, your account, or which may be legally required. Unsubscribe | Security | Privacy statement © 2026 Intuit Inc., Trademarks.
2800 E. Commerce Center Place, Tucson, AZ 85706

by "Intuit QuickBooks" <intuit@eq.intuit.com> - 02:37 - 18 Feb 2026 -
Action needed: Provide additional registration information to NGC Supply Chain
NGC Supply Chain Hello Chris Berger,
Supplier Name: TURNKEY PACKAGING SOLUTIONS LLC
Supplier Address: 22425 S Scotland Ct, Queen Creek, US-AZ
NGC Supply Chain reviewed your registration and needs additional information before approval. Please provide the information described in the following comments.
Comments:
4.3 Second Request - The W-9 submitted in Question 4.3 does not have a valid signature (signature appears to be digital but without a time stamp). Please submit a W-9 with an original "wet" ink signature or a digital adobe certificate signature with a timestamp (4.7 is indicating Adobe-type format). Copy-pasted, typed, and digitally drawn signatures will not be accepted. DocuSign signatures will not be accepted without a certificate of completion from DocuSign.
To provide this information, go to the registration questionnaire and update your answers.
Click Here
Sincerely,
NGC Supply ChainYou are receiving this email because your customer, NGC Supply Chain, has identified you as the appropriate contact for this correspondence. If you are not the correct contact, please contact NGC Supply Chain. Offices | Data Policy | Contact Us | Customer Support Powered by 
by "Ariba Administrator" <no-reply@ansmtp.ariba.com> - 02:17 - 18 Feb 2026 -
We'd love your feedback
We'd love your feedback
Please take a minute to share your thoughts.͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ 
We'd love your feedback!
Please take a minute to provide feedback on your experience finding and accessing resources on our website, cdtfa.ca.gov. Your responses are confidential and will help us to better serve all California taxpayers.
Take survey 


Copyright (C) 2026 CDTFA. All rights reserved.
You are receiving this email as you are an account holder with CDTFA.
Our mailing address is:
CDTFA
651 Bannon Street
Sacramento, CA 95811-0299
Add us to your address book
Want to change how you receive these emails?
You can update your preferences or unsubscribe
by "CDTFA" <noreply@cdtfa.ca.gov> - 01:56 - 18 Feb 2026 -
RE: EXT :RE: RE: RE: Northrop Grumman Supplier Set-up
Thanks!
PAIGE SHERVANICK | Supply Chain Procurement Specialist
Northrop Grumman | Mission Systems
Phone: 703-561-5627 | paige.shervanick@ngc.com
From: Lorena <info@turnpack.com>
Sent: Wednesday, February 18, 2026 1:42 PM
To: Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>
Subject: EXT :RE: RE: RE: Northrop Grumman Supplier Set-upRevision just submitted.
Thank you for your time,
Lorena Carrillo
From: Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com>
Sent: Wednesday, February 18, 2026 11:31 AM
To: Lorena <info@turnpack.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>
Subject: RE: EXT :RE: RE: Northrop Grumman Supplier Set-upHi Lorena,
Thanks for completing the questionnaire so quickly! I don’t know if you’ve seen it yet, but the questionnaire was sent back to you with the following comments for correction:
Question 4.3 The W-9 submitted in Question 4.3 does not have a valid signature. Please submit a W-9 with an original "wet" ink signature or a digital adobe certificate signature with a timestamp. Copy-pasted, typed, and digitally drawn signatures will not be accepted. DocuSign signatures will not be accepted without a certificate of completion from DocuSign.
Question 6.1 Account holder name is a required field as it will integrate into the supplier's vendor master database. Account holder name should reflect supplier legal name submitted in 3.2. Also, please include Bank Control Key.
Question 6.4 Vendor’s Bank Contact information (Name in 6.4.1, Title in 6.4.2 and telephone number in 6.4.3) are required fields by the Treasury Dept and will integrate into the supplier's vendor master database. We can accept Customer Service for Contact Name and Title and general phone number for the bank.
Please let me know if you have any questions/let me know when you’ve submitted again with these corrections. Thanks!
PAIGE SHERVANICK | Supply Chain Procurement Specialist
Northrop Grumman | Mission Systems
Phone: 703-561-5627 | paige.shervanick@ngc.com
From: Shervanick, Paige [US] (MS)
Sent: Tuesday, February 17, 2026 5:12 PM
To: 'Lorena' <info@turnpack.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>
Subject: RE: EXT :RE: RE: Northrop Grumman Supplier Set-upHi Lorena,
You should have just received your invitation to the Ariba questionnaire. Please let me know if you got it and can access the form online.
Thanks!
PaigePAIGE SHERVANICK | Supply Chain Procurement Specialist
Northrop Grumman | Mission Systems
Phone: 703-561-5627 | paige.shervanick@ngc.com
From: Lorena <info@turnpack.com>
Sent: Tuesday, February 17, 2026 1:45 PM
To: Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>
Subject: EXT :RE: RE: Northrop Grumman Supplier Set-upYes and yes thanks!
Thank you for your time,
Lorena Carrillo
From: Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com>
Sent: Tuesday, February 17, 2026 11:43 AM
To: Lorena <info@turnpack.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>
Subject: RE: EXT :RE: Northrop Grumman Supplier Set-upThanks for the info, Lorena!
Just confirming, I should send the questionnaire to you, Lorena Carrillo, at the address- info@turnpack.com?
And could you confirm whether the attached screenshot would be accurate for your company?
Thanks,
Paige
PAIGE SHERVANICK | Supply Chain Procurement Specialist
Northrop Grumman | Mission Systems
Phone: 703-561-5627 | paige.shervanick@ngc.com
From: Lorena <info@turnpack.com>
Sent: Tuesday, February 17, 2026 1:05 PM
To: Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>
Subject: EXT :RE: Northrop Grumman Supplier Set-upHi Paige,
Here is our information.
Entity Name
TURNKEY PACKAGING SOLUTIONS LLC
Entity Type
Domestic LLC
Incorporation Date
7/31/2013
SoS
L18639728
DBA
Turnpack LLC
Address
22425 S Scotland Ct Suite 104 Queen Creek AZ 85142
Phone
480-331-1878
EIN
46-3274315
DNB
12-109-3661
Thank you for your time,
Lorena Carrillo
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 13, 2026 7:56 AM
To: Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com>
Cc: Keplinger, Sarah N [US] (MS) <Sarah.Keplinger@ngc.com>; Lorena Carrillo <lcarrillo@turnpack.com>
Subject: Re: Northrop Grumman Supplier Set-upHi Paige,
Thanks for reaching out. I have cc'd Lorena on this email and she'll be able to assist with this process.
Thanks
Chris
On Fri, Feb 13, 2026 at 7:20 AM Shervanick, Paige [US] (MS) <Paige.Shervanick@ngc.com> wrote:
Hi,
We are hoping to get Turnpack set up as a supplier with Northrop Grumman. To start this, we will need to send you our Supplier Registration Questionnaire. It includes questions about banking, taxes, compliance, capabilities, etc… and is housed on a site called Ariba. I have to send it to one POC to start, but then that person can invite others at your company to the questionnaire for help completing it as needed. Would you be the correct contact to send this initial invite to, or someone else?
Additionally, could you confirm:
- Your company’s contractual address?
- If the attached screenshot would be accurate for your company?
Thanks!! Please let me know if you have any questions.
PAIGE SHERVANICK | Supply Chain Procurement Specialist
Northrop Grumman | Mission Systems
Phone: 703-561-5627 | paige.shervanick@ngc.com
--
Christopher Berger
by "Shervanick, Paige [US] (MS)" <Paige.Shervanick@ngc.com> - 01:56 - 18 Feb 2026 -
RE: Edmund Optics Shipping Confirmation, PO# PO26041566, SO# 2636616, Invoice# 92935880
Hi Lorena! We credited you the amount of tax for $ 229.90 on 1/30/26. Thanks! Angela ----------------------------------- Angela Fisherkeller | AR Coordinator p: 856.547.3488 ext. 6832 f: 856.573.6841 Edmund Optics® Headquarters 101 East Gloucester Pike | Barrington, NJ 08007 US THE FUTURE DEPENDS ON OPTICST -----Original Message----- From: Lorena <info@turnpack.com> Sent: Tuesday, February 17, 2026 3:44 PM To: Edmund Optics Order Tracking <OrderTracking@edmundoptics.com> Cc: Sales Support (EOB) <sales@edmundoptics.com> Subject: FW: Edmund Optics Shipping Confirmation, PO# PO26041566, SO# 2636616, Invoice# 92935880 [You don't often get email from info@turnpack.com. Learn why this is important at https://aka.ms/LearnAboutSenderIdentification ] [This message has originated from an external domain. Please do not open, download, or view attachments if you do not know the sender.] Following up on this request. Also please do not mail paper invoices. Send documentation via email to info@turnpack.com thank you! Thank you for your time, Lorena Carrillo -----Original Message----- From: Lorena <info@turnpack.com> Sent: Wednesday, January 28, 2026 11:53 AM To: OrderTracking@edmundoptics.com Cc: sales@edmundoptics.com Subject: RE: Edmund Optics Shipping Confirmation, PO# PO26041566, SO# 2636616, Invoice# 92935880 The order was placed as tax exempt. See attached for reference. Thank you for your time, Lorena Carrillo -----Original Message----- From: OrderTracking@edmundoptics.com <OrderTracking@edmundoptics.com> Sent: Tuesday, January 27, 2026 7:11 PM To: info@turnpack.com Subject: Edmund Optics Shipping Confirmation, PO# PO26041566, SO# 2636616, Invoice# 92935880 Attached is a copy of the packing list for your most recent shipment. If you would like to stop receiving paper invoices, please let us know your finance email address by sending it to AR@edmundoptics.com. Tracking Numbers: 1Z0695070325108053 Thanks for ordering from Edmund Optics! Edmund Optics Customer Support Team custsvc@edmundoptics.com PH: 800-363-1992 Edmund Optics Inc. 101 E. Gloucester Pike Barrington , NJ 08007 US This e-mail and any files transmitted with it are intended solely for the use of the addressee. This e-mail may contain confidential and/or legally privileged information. Any review, transmission, disclosure, copying, or any action taken or not taken, by other than the intended recipient, in reliance on the information, is prohibited. If you received this e-mail in error, notify the sender and delete this e-mail from your computer and network. In addition, please be advised that Edmund Optics reserves the right to monitor, access and review all messages, data and images transmitted through our e-mail system. By using our e-mail system, you consent to this monitoring. ________________________________ This e-mail and any files transmitted with it are intended solely for the use of the addressee. This e-mail may contain confidential and/or legally privileged information. Any review, transmission, disclosure, copying, or any action taken or not taken, by other than the intended recipient, in reliance on the information, is prohibited. If you received this e-mail in error, notify the sender and delete this e-mail from your computer and network. In addition, please be advised that Edmund Optics reserves the right to monitor, access and review all messages, data and images transmitted through our e-mail system. By using our e-mail system, you consent to this monitoring.
by "Tax Department" <taxdept@edmundoptics.com> - 01:52 - 18 Feb 2026 -
Update to the Automated Export System Trade Interface Requirements (AESTIR) Appendix O – DDTC ITAR Codes
Update to the Automated Export System Trade Interface Requirements (AESTIR) Appendix O – DDTC ITAR Codes

Update to the Automated Export System Trade Interface Requirements (AESTIR) Appendix O – DDTC ITAR Codes
February 18, 2026
*This message is being forwarded on behalf of the U.S. Customs and Border Protection*
CSMS # 67746241 - Update to the Automated Export System Trade Interface Requirements (AESTIR) Appendix O – DDTC ITAR Codes
AESTIR Appendix O has been updated to include International Traffic in Arms Regulations (ITAR) Exemption Code 126.9U - Temporary export, reexport, or temporary import of vessels described in USML Category XX(a)(10).Additional information about the ITAR exemption can be found:
- Federal Register
- DDTC website
- Fact sheet is here.
Help us spread the word about Census Bureau data!
Share this on social media or forward it to a friend.
Share This About the Census Bureau
We serve as the nation’s leading provider of quality data about its people and economy. The Census Bureau is the federal government's largest statistical agency. As the world’s premier statistical agency, we are dedicated to making our nation a better place. Policy-makers, businesses, and the public use our data to make informed decisions.
Stay connected with us!
Join the conversation on social media.





SUBSCRIBER SERVICES:
Subscriber Settings | Remove me from All Subscriptions | Help
This is an official email from the U.S. Census Bureau. If you have any questions or comments, please contact us (http://www.census.gov/about/contact-us.html).
by "U.S. Census Bureau" <census@subscriptions.census.gov> - 01:47 - 18 Feb 2026 -
Re: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Hi Chris,
The issue is the BMC tool stops about 0.020” short of the glass chip. This is the step immediately after I auto cal uses the TD tool to touch off in the BMC and find the circular fiducials.
I tried it over and over, every time the BMC stops short and throws a vacuum sensing error because it thinks it is picking up the chip but is not.
Thank you,
Dave
Get Outlook for iOS
From: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Sent: Wednesday, February 18, 2026 9:47:33 AM
To: Christopher Berger <cberger@turnpack.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com <datacon@turnpack.com>
Subject: RE: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris –
Admittedly, I’m not at all qualified to answer your question, though I’m certainly tracking the logic.
We’re at a critical point where it is imperative we get the machine back up and running ASAP. I know we have discussed the possibility of onsite support in the past. Is that still an option and, if so, could you provide an estimated date and a quote?
Many thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 8:21 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.
Chris
On Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
by David Kellog - 01:11 - 18 Feb 2026 -
RE: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Hi Chris –
Admittedly, I’m not at all qualified to answer your question, though I’m certainly tracking the logic.
We’re at a critical point where it is imperative we get the machine back up and running ASAP. I know we have discussed the possibility of onsite support in the past. Is that still an option and, if so, could you provide an estimated date and a quote?
Many thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Wednesday, February 18, 2026 8:21 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportMike,
No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.
Chris
On Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
by michael.a.white@ngc.com - 12:52 - 18 Feb 2026 -
Action needed: Provide additional registration information to NGC Supply Chain
NGC Supply Chain Hello Chris Berger,
Supplier Name: TURNKEY PACKAGING SOLUTIONS LLC
Supplier Address: 22425 S Scotland Ct, Queen Creek, US-AZ
NGC Supply Chain reviewed your registration and needs additional information before approval. Please provide the information described in the following comments.
Comments:
4.3 The W-9 submitted in Question 4.3 does not have a valid signature. Please submit a W-9 with an original "wet" ink signature or a digital adobe certificate signature with a timestamp. Copy-pasted, typed, and digitally drawn signatures will not be accepted. DocuSign signatures will not be accepted without a certificate of completion from DocuSign.
6.1 Account holder name is a required field as it will integrate into the supplier's vendor master database. Account holder name should reflect supplier legal name submitted in 3.2. Also, please include Bank Control Key.
6.4 Vendor’s Bank Contact information (Name in 6.4.1, Title in 6.4.2 and telephone number in 6.4.3) are required fields by the Treasury Dept and will integrate into the supplier's vendor master database. We can accept Customer Service for Contact Name and Title and general phone number for the bank.
To provide this information, go to the registration questionnaire and update your answers.
Click Here
Sincerely,
NGC Supply ChainYou are receiving this email because your customer, NGC Supply Chain, has identified you as the appropriate contact for this correspondence. If you are not the correct contact, please contact NGC Supply Chain. Offices | Data Policy | Contact Us | Customer Support Powered by
by "Ariba Administrator" <no-reply@ansmtp.ariba.com> - 12:41 - 18 Feb 2026 -
RE: Turnpack, LLC Order (Ref PO26051576) Order Acknowledgement #1206719
Good morning.
Please see the attached pick ticket for the items that will be delivered to you tomorrow, 2/19/2026.
Please let us know if there is anything else we can help with.
From: Fred Curren
Sent: Tuesday, February 17, 2026 8:49:33 AM
To: Info at Turnpack <info@turnpack.com>; Sales <Sales@iecsupply.com>
Cc: Turnpack, LLC PO26051576 (1206719) <catchall@turnpack.com>; Ken Lahvic <Ken.Lahvic@iecsupply.com>
Subject: RE: [CAUTION: SUSPECT SENDER] Turnpack, LLC Order (Ref PO26051576) Order Acknowledgement #1206719Good Morning Chris,
I’ve copied in our inside sales team to assist with your request.
Please work with Ken to let Chris of Turnpack know what’s arriving this week?
Thank you
Best Regards,
Cell: (480)973.5943 | fred.curren@iecsupply.com
1455 West 12th Place | Tempe, Arizona 85281
Inside Sales Team - Office: (800)879-9121
https://www.iecsupply.com/manufacturers
From: Info at Turnpack <info@turnpack.com>
Sent: Monday, February 16, 2026 9:12 AM
To: Fred Curren <Fred.Curren@iecsupply.com>
Cc: Turnpack, LLC PO26051576 (1206719) <catchall@turnpack.com>
Subject: Re: Turnpack, LLC Order (Ref PO26051576) Order Acknowledgement #1206719HI Fred,
I know you said you'll be out of town but do you happen to have someone in the office that can send us an order confirmation for what's getting delivered on Thursday?
Chris
On Fri, Feb 13, 2026 at 3:09 PM Fred Curren <Fred.Curren@iecsupply.com> wrote:
Good Afternoon All,
I have arranged for our IEC delivery truck to deliver all in-IEC-stock items for this order, next week Thursday.
I will be out of town next week and unable to deliver the items myself. The remaining items for this order and future orders, I will be delivering.
Thank you for your business and I look forward to meeting you all soon!
Have a nice weekend 😊
Best Regards,
Cell: (480)973.5943 | fred.curren@iecsupply.com
1455 West 12th Place | Tempe, Arizona 85281
Inside Sales Team - Office: (800)879-9121
https://www.iecsupply.com/manufacturers
From: Sales <Sales@iecsupply.com>
Sent: Thursday, February 12, 2026 4:28 PM
To: Info at Turnpack <info@turnpack.com>
Cc: Fred Curren <Fred.Curren@iecsupply.com>; Turnpack, LLC PO26051576 (1206719) <catchall@turnpack.com>; Sales <Sales@iecsupply.com>; Jill Pasquali <jill.pasquali@IECsupply.com>
Subject: RE: [CAUTION: SUSPECT SENDER] Turnpack, LLC Order (Ref PO26051576) Order Acknowledgement #1206719Good Afternoon,
Order acknowledgement is as follows. Please review for accuracy and advise if any changes need to be made.
Thank you for your order!
Thank you,
Salvador Aldaco | 480-455-1444 | Sal.aldaco@iecsupply.com
1455 West 12th Place | Tempe, Arizona 85281
From: Info at Turnpack <info@turnpack.com>
Sent: Thursday, February 12, 2026 12:41 PM
To: Jill Pasquali <jill.pasquali@IECsupply.com>
Cc: Fred Curren <Fred.Curren@iecsupply.com>; Turnpack, LLC PO26051576 (1206719) <catchall@turnpack.com>; Sales <Sales@iecsupply.com>
Subject: Re: [CAUTION: SUSPECT SENDER] Turnpack, LLC Order (Ref PO26051576)Credit card is easiest for me
Respectfully,
Lorena CarrilloOn Thu, Feb 12, 2026, 12:15 PM Jill Pasquali <jill.pasquali@iecsupply.com> wrote:
Hi Lorena,
I heard back from one of your references, but I need three before I can proceed. I’m sorry things aren’t moving along more quickly.
You are able to pay in advance via ACH, check, or using a credit card (with a 3% processing fee).
From: Info at Turnpack <info@turnpack.com>
Sent: Thursday, February 12, 2026 11:53 AM
To: Jill Pasquali <jill.pasquali@IECsupply.com>
Cc: Fred Curren <Fred.Curren@iecsupply.com>; Turnpack, LLC PO26051576 (1206719) <catchall@turnpack.com>; Sales <Sales@iecsupply.com>
Subject: Re: [CAUTION: SUSPECT SENDER] Turnpack, LLC Order (Ref PO26051576)Any update on this? We really need to get this order going. Given the order is not a substantial amount, it's reasonable to request an exemption?
If not, are we able to pay by credit card if terms cannot be approved?
Respectfully,
Lorena CarrilloOn Wed, Feb 11, 2026, 10:33 AM Jill Pasquali <jill.pasquali@iecsupply.com> wrote:
Good morning Lorena,
Thank you very much for sending.
I have reached out to these contacts and am waiting to hear back from more.
Just for your knowledge, I have heard back from McMaster Carr and BSC, and they are not willing to provide credit references unfortunately.
From: Info at Turnpack <info@turnpack.com>
Sent: Tuesday, February 10, 2026 10:20 AM
To: Fred Curren <Fred.Curren@iecsupply.com>
Cc: Turnpack, LLC PO26051576 (1206719) <catchall@turnpack.com>; Sales <Sales@iecsupply.com>; Jill Pasquali <jill.pasquali@IECsupply.com>
Subject: Re: [CAUTION: SUSPECT SENDER] Turnpack, LLC Order (Ref PO26051576)Can you try these references?
Respectfully,
Lorena CarrilloOn Tue, Feb 10, 2026, 8:01 AM Fred Curren <Fred.Curren@iecsupply.com> wrote:
Good morning Lorena,
Thank you for the PO!
We are still working on your account references to set up net 30 terms. Unfortunately, none of the provided references have responded to our credit reference inquiries. Do you have another set of references you can provide so we can expedite this process?
Thank you,
Get Outlook for iOS
Thank you,
Fred Curren
Outside Sales Engineer
IEC Supply LlC
Cell: (480)973.5943 | fred.curren@iecsupply.com
1455 West 12th Place | Tempe, Arizona 85281
Inside Sales Team - Office: (800)879-9121
From: Lorena Carrillo <notifications@turnpack.com>
Sent: Monday, February 9, 2026 6:59:25 PM
To: Fred Curren <Fred.Curren@iecsupply.com>
Subject: [CAUTION: SUSPECT SENDER] Turnpack, LLC Order (Ref PO26051576)Dear Industrial Electronics & Controls, Inc. Please find attached purchase order PO26051576 with reference: 1206719 amounting in $ 5,064.74 from Turnpack, LLC as well as the resale [...] ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏ ͏
PO26051576
$ 5,064.74 due 2/3/26
Dear Industrial Electronics & Controls, Inc.
Please find attached purchase order PO26051576 with reference: 1206719 amounting in $ 5,064.74 from Turnpack, LLC as well as the resale certificate, for your review and action.
The receipt is expected for 02/09/2026, if this date is not achievable, please reply with an available date for reconsideration.
**Please acknowledge the receipt of this order and lead time.Powered by Odoo
by "Sales" <Sales@iecsupply.com> - 12:26 - 18 Feb 2026 -
Re: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Mike,No worries. I just realized I typed up a reply to Dave last night in the text message but then got distracted and never hit send. The fact that it completes the first step with the touchdown tool and then fails the BMC pick-up is strange. Initially Dave didn't have the right Touchdown tool on hand and I can't remember if he did end up finding it. Can you confirm that the autocal is being performed with the below Touchdown tool and not the custom tool you use in production as TD tool.ChrisOn Wed, Feb 18, 2026 at 8:52 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--Christopher Berger
by Chris Berger - 11:21 - 18 Feb 2026 -
RE: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine Support
Hi Chris –
Apologies for switching back over to e-mail (Dave informed me yesterday that you two were texting at this point), but Dave is out for a few days and I wanted to run a theory by you on the latest discovery on the machine. I’m assuming Dave let you know that he’s found the issue to be something to do with Z-axis. It’s not so much that the machine won’t pick up the chrome/glass chip due to vacuum (it will hold the part just fine if held directly to the nozzle, I’m told), but that the nozzle isn’t making contact with the chip.
The chip we are using is an older Besi PN, 04101310101. I’m told Besi has discontinued that part, with the new PN being 5001-9311. Long shot, but is there any chance there is a physical difference between the old and new part (thickness, maybe?) that could be contributing to this?
Sorry for the armchair QBing.
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Tuesday, February 17, 2026 1:27 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>; datacon@turnpack.com
Subject: EXT :Re: Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid,
Sounds like you either have a vacuum issue for the component vacuum through the bond head or the BMC tool has some damage on it not sealing the vacuum properly when picking the BMC chip from the cavity. The Tool and Component vacuum are two separate lines.
Did you inspect the BMC tool surface?
Chris
On Tue, Feb 17, 2026 at 1:12 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Yes, the chip is there. I see what you mean about it having fiducials printed on it so you would know it is there. The chip stuck to my finger so I could lift it off. It is installed properly.
Today is the same as last Thursday. Starting auto-calibration, manually adjusting to the chip fiducials works but the chip is not being picked up. Vacuum on the tip feels strong on the BMC tip but vacuum through the tip does not appear to be enough to lift the chip. I am looking for an air leak. FYI, this machine has a vacuum pump, it does not use the vacuum port on the back of the machine.
Thank you,
Dave
Get Outlook for iOS
From: Christopher Berger <cberger@turnpack.com>
Sent: Monday, February 16, 2026 10:18:53 AM
To: White, Mike [US] (MS) <Michael.A.White@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHI Mike,
To answer your questions yes that is the BMC Chip but from the pictures David sent I think you already have this part. When you look at this image in the email for the part what I was trying to point out is that this chip has fiducials on them and when you look closely you'll see that they are plated onto the glass chip on one side. When this chip is loaded into the cavity on the machine (between the bond force sensor and the mini-BMC plate) it needs to be inserted with the chrome fiducials facing down. (if it's loaded with the chrome facing up you'll get a parallax when the substrate camera performs measurements of the chip on the mini-BMC plate and it will also set the uplooking camera focus height incorrectly).
Hope this helps. You guys did great work on your own, you are almost there.
Chris
On Mon, Feb 16, 2026 at 11:09 AM White, Mike [US] (MS) <Michael.A.White@ngc.com> wrote:
All –
As always, thanks so much for your help and diligence on this! We have reached out to our NGC friends in Baltimore and they are sending us the component needed. See attached. Chris, can you confirm the PN Mark is sending us is what we need?
Thanks!
Mike
MICHAEL WHITE | San Diego Manufacturing Engineering Manager
Northrop Grumman Corporation | Mission Systems
O: 858-592-3865 | C: 858-472-1768 | michael.a.white@ngc.com
From: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Sent: Thursday, February 12, 2026 10:31 PM
To: Christopher Berger <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHello Chris,
Your instruction, tool ID picture below and several hours of technical support today are very much appreciated. Thank you for the fantastic support!
You helped me complete all the BH calibration routines today requiring superuser access. The BH appears to be operating as it should be.
Unfortunately, I am still stuck on the last step of auto-calibration and know why. The chip you were telling me was to be picked up from the BMC and placed 10-20 times is not there. There is no one sided chrome piece and I do not recall it ever being there. I will ask our BWI operations if they can send us one. That is the very last step of calibration before testing the tool bank.
There was a glass slide over the force sensor but that shattered last year. I was advised it is not needed and have run force calibration since then with no issues. If I am mistaken and this is the piece you were talking about, please let me know and I can request it. The below statement from the machine basics manual and leads me to think it might be the glass slide I need.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 2:54 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportDavid/Mike,
Sorry took me a bit longer to get the picture. Hope this helps
Chris
On Thu, Feb 12, 2026 at 10:10 AM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Thank you. The instructions are clear. I will verify we have the tilt calibration tool and if we have that I will get started on this.
Best regards,
Dave
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 12, 2026 7:27 AM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Attached is the procedure. Unfortunately, I don't have a Gen3 machine in the office to take pictures or screenshots for the procedure. Review it and let me know if you have any questions.
Chris
On Mon, Feb 9, 2026 at 6:19 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Hi Chris,
Good afternoon. On Friday, I tried to fix the theta offset by changing the values but did not have luck. Even when I had the BH tip and PU tool aligned, pick up still failed.
This morning, I noticed the BH tip spins freely, but when I change the direction of rotation, I feel a spot of resistance that goes away after 1 turn. Change rotation direction again and same result. I am speculating the internal encoder came loose. That would also help explain why the theta would not initialize for several days then started “working” again.
We have a bond head arriving from BWI as early as tomorrow. I received confirmation on which controller to purchase. We may have found one available.
Do you have any availability to come here and install the BH and Controller for us? If yes, may we please have a quote?
Our location is:
15120 Innovation Dr
San Diego, CA 92128
Thank you,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Friday, February 6, 2026 12:18 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :RE: Re: C Calibration RE: NGC San Diego Besi Machine SupportThanks for the update, Dave.
Good to know about the venturi setup, obviously a vacuum pump would be preferred. Let me know what you find with the module and if you need anything else from my side. Hope the theta offset fix gets you back up and running.
Christopher Berger
On Fri, Feb 6, 2026 at 12:25 PM David [US] (MS) Kellogg wrote:
Hi Chris,
It was great to speak with you and thanks for the troubleshooting advice and support. For the tip vacuum issue, please note our machine is not hooked up to a vacuum line, our machine uses a venturi to generate the vacuum. I am headed to the machine to look for the module and check it, and fix the theta offset.
Best regards,
Dave
From: Kellogg, David [US] (MS)
Sent: Friday, February 6, 2026 10:51 AM
To: 'Christopher Berger' <cberger@turnpack.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: RE: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi Chris,
For our call I have added info to the log file timeline below.
Thank you,
Dave
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 7:42 PM
To: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>
Cc: White, Mike [US] (MS) <Michael.A.White@ngc.com>; Werland, Jim [US] (MS) <jim.werland@ngc.com>
Subject: EXT :Re: C Calibration RE: NGC San Diego Besi Machine SupportHi David,
Thanks for the break-down. It sounds like you have multiple things going on. It's probably easiest if we jump on a call tomorrow. I have a meeting from approx. 8am-9am PST but you can give me a call before or after that, just give me a heads-up. From reviewing the logfiles and your summary I am seeing this timeline of events. Let me know if this is incorrect. If the timeline is correct we should 'only' have to fix the 4deg offset and the tool detection?
Time
Event
~Jan 11
Warning precedes the alarm (customer report)
Jan 13 09:51
First theta homing failure — tracking error + current limit
Jan 13 11:16
Shifts to Error 62 (index pulse not found), Alarm 2.2609
Jan 13 15:16-15:20
Multiple init attempts, all fail with Error 62
Jan 13–~Jan 20
Alarm state persists for ~1 week
~Jan 20
Manual spinning + repeated calibration resolves 2.2609
~Jan 20 onward
Theta homed but ~4° off center
Jan 29 12:23
Air pressure alarms appear (Error 2.501) (This was purposeful. I disconnected the vacuum line to the bond tip to check vacuum was strong. We have had zero air pressure alarms otherwise.)
Jan 29 13:43
Additional Z-axis position loss (This was odd. I was working with our technician to run the machine for solder dispense only, but a Z-axis alarm appeared. Recalibration of the Z-axis resolved the issue and it has yet to reappear. I took it as a symptom of the larger issue we are trying to get to the root of).
Jan 29 14:07-14:11
Tool vacuum check fails repeatedly (75-78, threshold 25-50) (This is the current state. It was OK earlier this week.)
Jan 29 14:34-15:06
Autocalibration fails — can't detect touchdown tool (Missing the PU tool due to the theta axis being off center.)
Jan 29 15:25
Bond force calibration fails
Jan 29 15:27-15:45
Continued tool detection failures during production attempts
Chris
On Thu, Feb 5, 2026 at 7:49 PM Kellogg, David [US] (MS) <David.Kellogg@ngc.com> wrote:
Thank you, Jim!
Hi Chris,
Thank you offering to help with our machine woes. This has been an evolving issue since January 13th.
System info:
MC4 Datacon 2200 evo Automatic Dispense and Component Placement System
SN: 9502610007253
Our machine uses System 2 only and a non-heated bond head with magazine fed waffle packs.
Log files from the beginning of the issue on 1/13 and as of last Friday 1/29 are attached. Nothing of note has changed since last Friday. The January superuser PW expired.
Symptoms:
1/13: Alarm 2.2609: Initialization failed, Axis MtPPThetaSys2 could not be initialized (IMG_4034.jpg). A warning preceded this alarm by a day or two.
This alarm state lasted several days, maybe a week. After manually spinning the bond head tip, running Theta Axis calibration, and running the initialization routine repeatedly, the 2.2609 alarm resolved itself and the machine would successfully initialize.
After the theta initialization alarm was resolved, the pickup tip was rotated off center about 4 degrees (picture attached). The PU tip is no longer aligned with the PP tool locating pins and cannot pick tools up. The machine provides a message to manually place the tip on the bond head. This worked until yesterday. Currently, the machine does not recognize a tip manually placed onto the bond head. Increased vacuum did not resolve the issue. I have verified the tip is firmly in place. Maybe it is the vacuum switch but odd it decided to fail now. There are no hose leaks I can see or hear. I need to trace this farther upstream.
Currently, I need February’s superuser PW so I can recalibrate the bond head tip back to zero degrees. A request for the PW was sent to Besi. I have the UC Calibration tool on hand for this. Once that is resolved, the issue of the PU tip not being recognized by the machine remains. I am cautiously optimistic this will resolve itself or a root cause will be found.
Lastly, it appears the air bearing in the bond head is good. I push it up and it goes down by itself, no sticking. IMG_4116 shows the TD sensor value.
Thank you again for your time on this. I really appreciate the support. I can provide more details as needed. I did not attach videos due to file size.
Best regards,
Dave Kellogg | Process Engineer
Northrop Grumman | Mission Systems
C: 858-860-9985 | david.kellogg@ngc.com
From: Christopher Berger <cberger@turnpack.com>
Sent: Thursday, February 5, 2026 5:13 PM
To: Werland, Jim [US] (MS) <jim.werland@ngc.com>
Cc: Kellogg, David [US] (MS) <David.Kellogg@ngc.com>; White, Mike [US] (MS) <Michael.A.White@ngc.com>
Subject: EXT :NGC San Diego Besi Machine SupportHi Jim,
Thanks for the intro. Looking forward to the details from Dave so we can get started. Here are a few things that may be helpful for me to understand what the issue:
- Machine Serial number and configuration (images would be helpful so I know what you in the machine)
- Description of the problem
- Screenshot of the errors
- Logfile
Thanks,
Chris
Christopher Berger
On Thu, Feb 5, 2026 at 17:48 PM Jim [US] (MS) Werland wrote:
Hi Christopher,
Thanks for your willingness to support our Besi machine that is currently non-operational. I’m copying our process engineer, Dave Kellogg, who can provide more technical details related to the issues we’re experiencing.
Dave, please provide a quick summary of the current situation.
--Jim
JIM WERLAND | Director, NIC San Diego Manufacturing Engineering
Northrop Grumman Corporation | Mission Systems
O: 858-592-3288 | C: 858-735-1286 | jim.werland@ngc.com
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
--
Christopher Berger
by michael.a.white@ngc.com - 10:52 - 18 Feb 2026 -
Important Pricing Information from AutomationDirect
Price changes effective October 25, 2025
 February 18, 2026
February 18, 2026
Dear AutomationDirect customer,
We continue to look for ways to offer the best prices possible on our range of industrial control products, whether well-recognized or private brands. We have continued to analyze affects from tariffs for certain countries and materials, and evaluating vendor adjustments as they occur. We are doing our best to minimize price increases and provide advance notice of these changes.
This notice is to inform you that, effective February 25, 2026, price changes will take effect across select product categories, impacting approximately 35% of our inventory. The weighted average price increase is 3.6%.
Some products will receive price decreases, including limited parts within the following groups: pneumatic actuators, motor contactors, and communication products.
Product lines experiencing price increases include small average adjustments of 1% to 3% on limited PLC and motion control components, wire termination products, discrete and process sensors, power supplies, and drives and motors.
Average increases of 3% to 6% apply to enclosures across several brands, enclosure thermal management products, and selected items in wire and cable management, mechanical products, and power and circuit protection categories.
Price increases above 6% primarily affect relays, signaling products, cable and wire, and tools. While a small number of parts across these and other categories may see more significant percentage changes, the number of affected items remains limited.
If you would like to access a complete list of the impending changes, you can download the Excel file by following this link Online Catalog and click on “Download Price Changes Effective February 25, 2026” at the top left of the page to download the file.
We do appreciate your business. Overall, our goal is to make our products, prices, delivery and service all work together to offer good value and support your business careabouts.
Thank you for your continued trust,
 This email was sent to info@turnpack.com from AutomationDirect.com
This email was sent to info@turnpack.com from AutomationDirect.com
Copyright © 2026,
All rights reserved.
Our mailing address is:
AutomationDirect
3505 Hutchinson Rd
Cumming, GA 30040
by "No response" <noresponse@automationdirect.com> - 10:12 - 18 Feb 2026 -
FLODRAULIC GROUP, INC. - Invoice# 6846568
TURNKEY PACKAGING SOLUTIONS LLC See attached file(s). ACCOUNTS RECEIVABLE FLODRAULIC GROUP, INC. AR@flodraulicgroup.com
by "ACCOUNTS RECEIVABLE" <AR@flodraulicgroup.com> - 09:06 - 18 Feb 2026